

| Назив производа | бешавне челичне цеви |
| Материјал/Град | 1010,1026,Кс42,Кс46,Кс52,Кс56,Кс60,Кс70,АСТМ А106,СТ52,СТ37,СТ45,СТ45. |
| Стандард | АПИ, АСТМ А530, АСТМ А519, АСТМ А53/А106 |
| Спољни пречник (ОД) | 13,7-762мм |
| Дебљина | 2-80мм |
| Дужина | 1-12м, фиксна дужина, насумична дужина или по потреби |
| Тест | Анализа хемијских компоненти, механичка својства, техничке карактеристике, спољашња величина, испитивање без разарања |
| Предности | Конкурентна цена, осигурање квалитета, кратко време испоруке, врхунска услуга, минимална количина је мала |
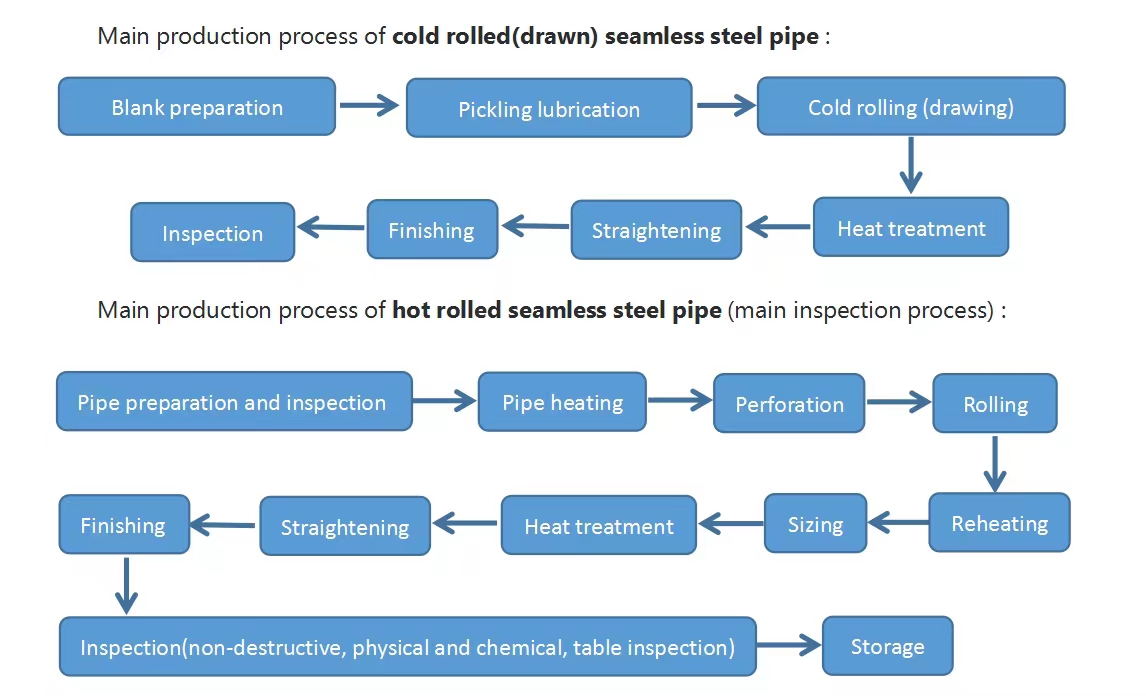
| Техника | Холд Роллед |
| Стандард | АСТМ АИСИ ДИН ЈИС ГБ ЕН |
| Апликација | Грађевинарство, индустрија, декорација и храна итд. |
| Месечно снабдевање | 5000 тона |
| Време испоруке | 7-10 радних дана након депозита |
| Пакет | Кућиште/палета од шперплоче или други извозни пакет погодан за доставу на велике удаљености |



| Квалитет и хемијски састав (%) За АПИ 5Л ПСЛ1 | |||||
| Стандард | Оцена | Хемијски састав(%) | |||
| C | Mn | P | S | ||
| АПИ 5Л | B | ≤0,28 | ≤1.20 | ≤0,030 | ≤0,030 |
| B | ≤0,26 | ≤1.20 | ≤0,030 | ≤0,030 | |





| Механичке особине АПИ 5Л ГР.Б бешавне цеви (ПСЛ1) | ||||
| Граница течења (МПа) | Затезна чврстоћа (МПа) | ИздужењеA% | ||
| пси | МПа | пси | МПа | Издужење (мин) |
| 35.000 | 241 | 60.000 | 414 | 21~27 |
| Механичке особине АПИ 5Л ГР.Б бешавне цеви (ПСЛ2) | |||||
| Граница течења (МПа) | Затезна чврстоћа (МПа) | Издужење А% | Удар (Ј) | ||
| пси | МПа | пси | МПа | Издужење (мин) | Мин |
| 241 | 448 | 414 | 758 | 21~27 | 41(27) |
| 35.000 | 241 | 65.000 | 448 | 21~27 | 41(27) |

НДТ(УТ) тестирање

Тест савијања

Испитивање механичких својстава